Overview
The first layer is the foundation of every print. If it fails, the rest of the model will fail with it. This guide helps you with First Layer Troubleshooting to diagnose and fix the most common first layer problems on Bambu Lab printers using Bambu Studio.
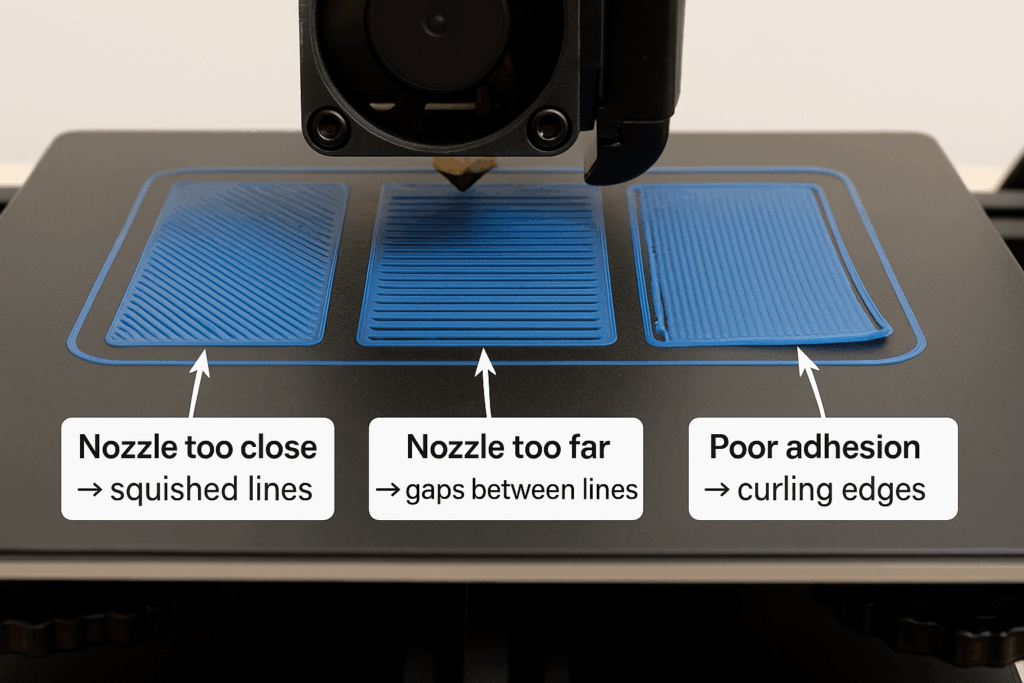
Problem 1. First layer not sticking to the bed
This is the most common first layer issue. If filament is not adhering to the plate, prints will come loose, drag, or form blobs very early in the job.

Causes and fixes
- Dirty build plate: clean with warm water and unscented dish soap. Avoid IPA on textured plates.
- Wrong plate selected in Bambu Studio: match the plate in use so correct temperatures and offsets are applied.
- Plate not fully seated: ensure the magnetic plate is firmly positioned without dust underneath.
- Nozzle too high: rerun the printer’s first layer calibration or adjust the Z offset slightly lower.
- Excess cooling: confirm first layer fan speed is set correctly in the process preset.
PLA usually prints best on a freshly washed smooth PEI plate. PETG sticks strongly and is better suited to textured plates.
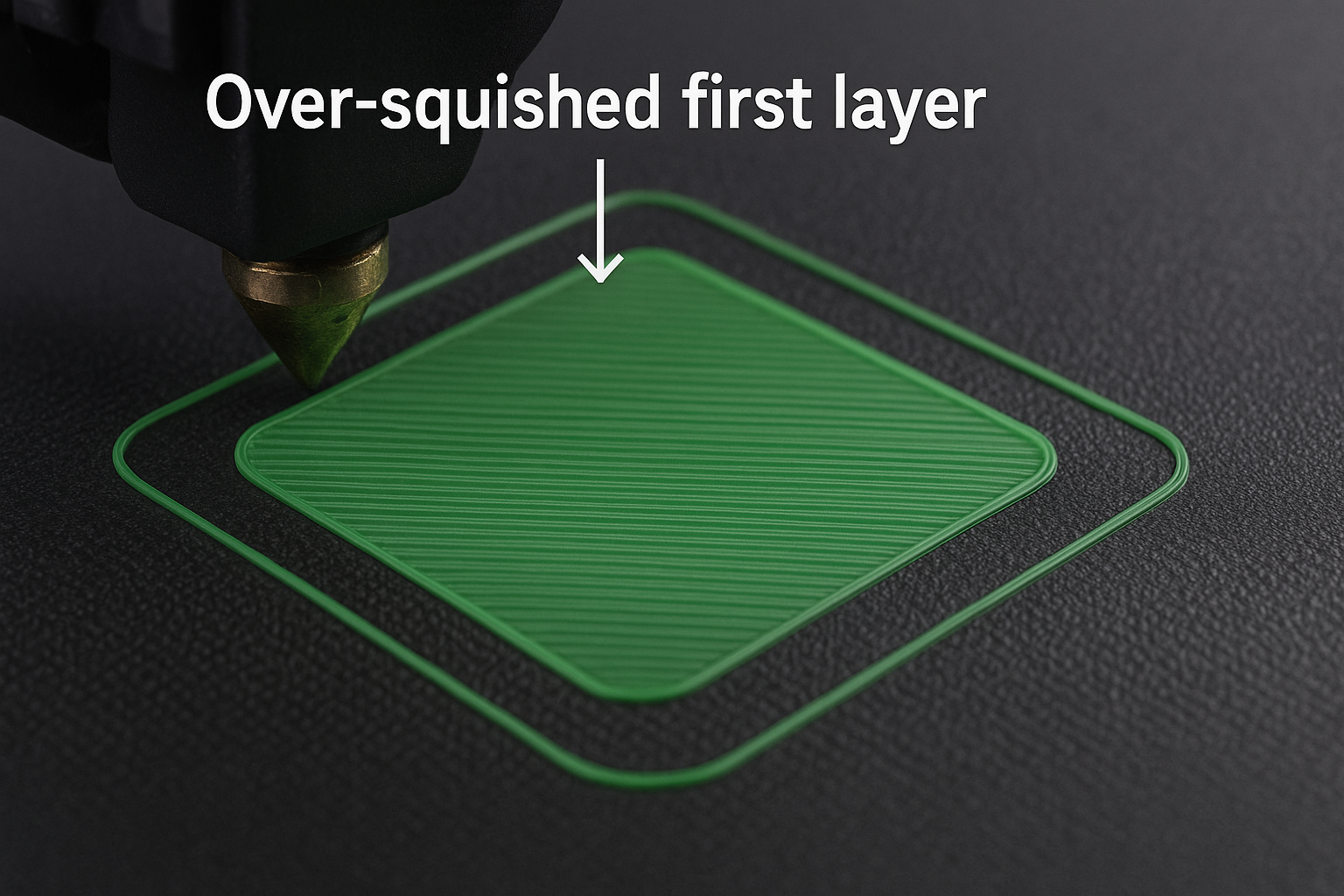
Problem 2. First layer squished or uneven
When the nozzle is too close to the plate, the first layer will look crushed, shiny, or inconsistent across the bed.
Causes and fixes
- Nozzle too low: rerun the first layer calibration or raise the Z offset in small steps.
- Plate warped or slightly bowed: rotate the plate 180 degrees to find its flattest orientation.
- Incorrect plate profile: ensure Bambu Studio is set to the exact plate type installed.
A good first layer should have smooth, continuous lines without deep grooves or heavy ridges, and should not look polished or scraped.
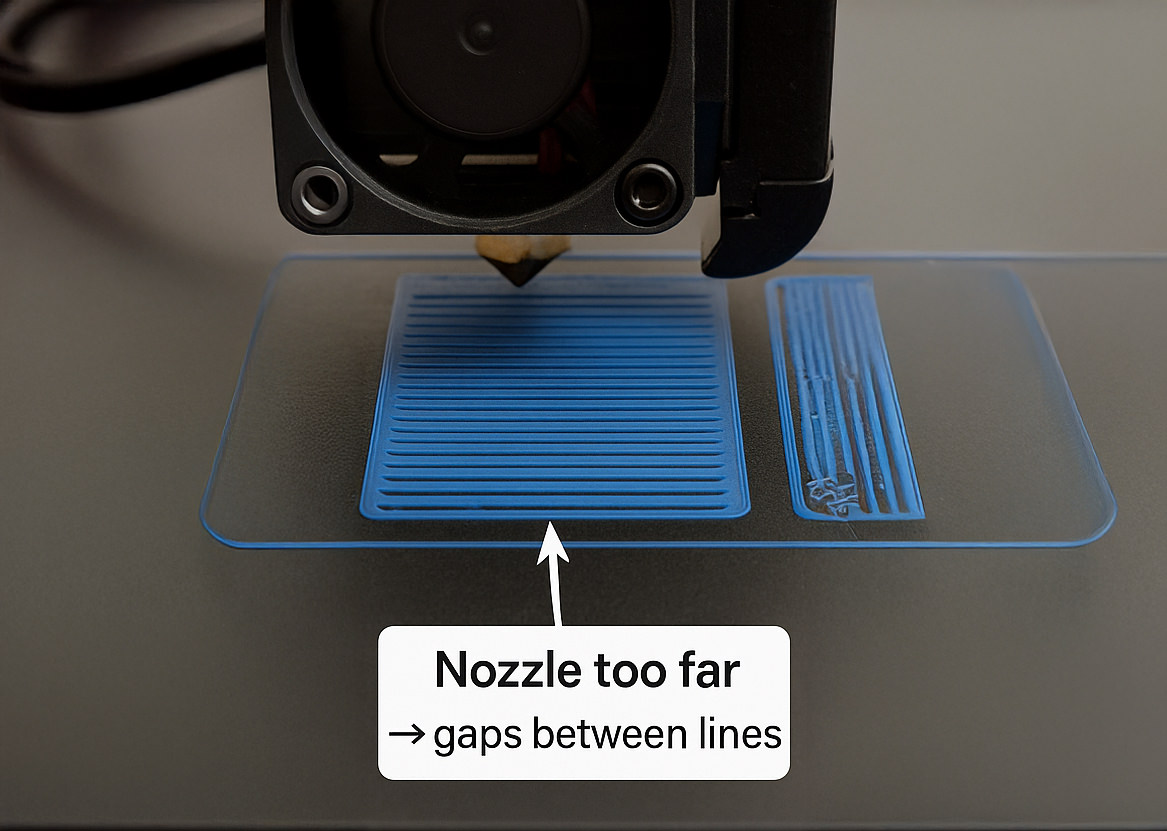
Problem 3. Gaps between first layer lines
If the lines of filament do not touch each other, the print will lack adhesion and may peel up mid print or show weak bottom layers.
Causes and fixes
- Nozzle slightly too high: lower the Z offset by 0.02–0.05 mm and retest.
- Under extrusion on first layer: confirm filament is dry and that the spool feeds smoothly.
- Printing too fast: use the default 20–30 mm per second first layer speed for reliability.
The lines should gently merge into a single, solid surface without visible channels between them.
Problem 4. First layer curling or lifting at corners
Edges lifting is caused by uneven cooling, material shrinkage, or insufficient adhesion at the corners of the print.
Causes and fixes
- Plate not hot enough: check bed temperature matches the selected plate and material.
- Fan too strong: reduce the first layer fan to 0–20 percent depending on filament.
- Small contact area: add a brim in Bambu Studio to increase adhesion area.
- Draughts or cold airflow: avoid open windows or fans that blow directly across the printer.
PETG and ABS warp far more than PLA. For PLA, curling is almost always cooling related or due to poor adhesion at the corners.
Problem 5. First layer looks rough or inconsistent
A rough or blotchy first layer often points to contamination on the bed or incorrect extrusion temperature.
Causes and fixes
- Oils from fingerprints: wash the plate with hot soapy water and dry with a lint free cloth.
- Incorrect process preset: reset to the default 0.20 mm Standard profile and test again.
- Extruder temperature too low: raise nozzle temperature by 5 degrees Celsius if filament appears to drag or under extrude.
The first layer should appear matte and even, with no rough patches, bare areas or heavy blobs.
First layer tips for PLA, PETG and TPU
PLA
- Nozzle: 205–210 °C
- Bed: 55–60 °C
- Cooling: 100 percent from layer 2
- Best plate: smooth PEI, cleaned regularly
PETG
- Nozzle: 235–245 °C
- Bed: 75–85 °C
- Cooling: 40–60 percent
- Best plate: textured PEI, often with a light glue layer for easier release
TPU
- Nozzle: 220–230 °C
- Bed: 35–45 °C
- Cooling: 30–40 percent
- Best plate: textured PEI
Summary
The first layer is the single most important part of any FDM print. Focus on a clean plate, correct plate selection, accurate Z offset and appropriate temperatures. Make small changes, test one variable at a time, and record what works. Once your first layer becomes predictable, most other printing problems become much easier to solve.